виготовлення порошків
з титанових, нікелевих, цирконієвих, залізних, кобальтових
та інших сплавів для адитивних технологій, наплавлення і напилення
АДИТИВНІ ТЕХНОЛОГІЇ.
АКТУАЛЬНІСТЬ ТА КРИТЕРІЇ ЯКОСТІ.
Адитивна технологія (3D-друк) – технологія де тривимірний об’єкт створюється шляхом накладання послідовних шарів матеріалу (друку, вирощування) за даними цифрової моделі. Друк здійснюється спеціальним пристроєм — 3D-принтером, який забезпечує створення фізичного об’єкта шляхом послідовного накладання матеріалу на основі 3D-моделі. Кожний виріб потребує своєї адаптованої технології.
Якість та вартість продукції,що отримана за технологіями 3D принтингу, перш за все залежить від основних витратних матеріалів – сферичних порошків металів.
При виборі адитивного обладнання, перевага надається тим
виробникам, які дозволяють замовнику самостійно обирати
постачальника порошкових матеріалів, включаючи локалізованих виробників та тим, які вважають, що джерело походження порошків не має значення, якщо вимоги до їх параметрів дотримані.
На підставі проведеного аналізу ринку 3D принтерів, виходячи із порівняння технологій, матеріалу та області друку, вартості,
продуктивності, здатності побудувати дрібні фрагменти, точності побудови та інших, ми проаналізували вимоги до сировини основних європейських виробників з Німеччини та Франції. У загальному вигляді параметри порошків можуть бути класифіковані у 5 категорій:
- Хімічний склад
- Геометрія
- Механічні та фізичні властивості
- Пакування і транспортування
- Термін придатності
Виходячи з цих вимог наша компанія виробила критерії якості до своїх порошків на рівні європейських стандартів.
ТОВ «МУЛЬТІФЛЕКС» є виробником металевих порошків сферичної форми з різних сплавів.
Основні напрямки діяльності охоплюють виготовлення порошків з титанових, нікелевих, цирконієвих, залізних, кобальтових та інших сплавів для адитивних технологій, наплавлення і напилення.
ВИРОБНИЧІ ПОТУЖНОСТІ ТОВ «МУЛЬТІФЛЕКС»
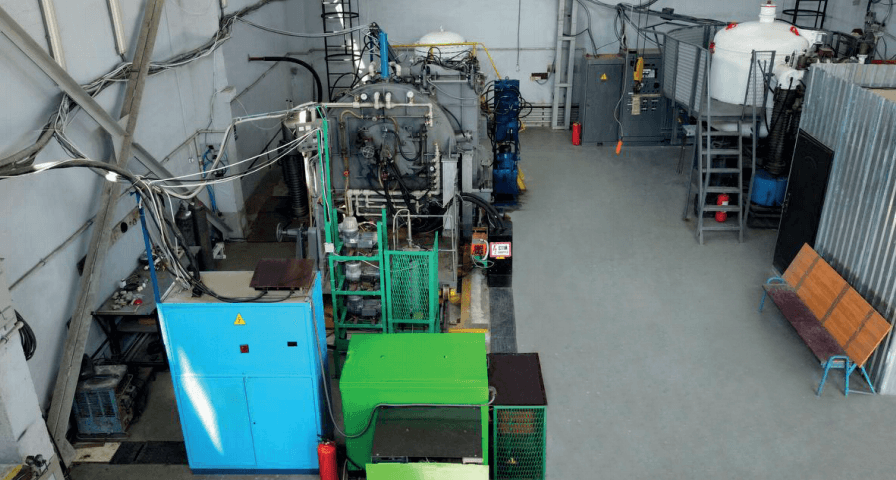
УСТАНОВКА УЦР-4
ГЛИБОКО МОДЕРНІЗОВАНА
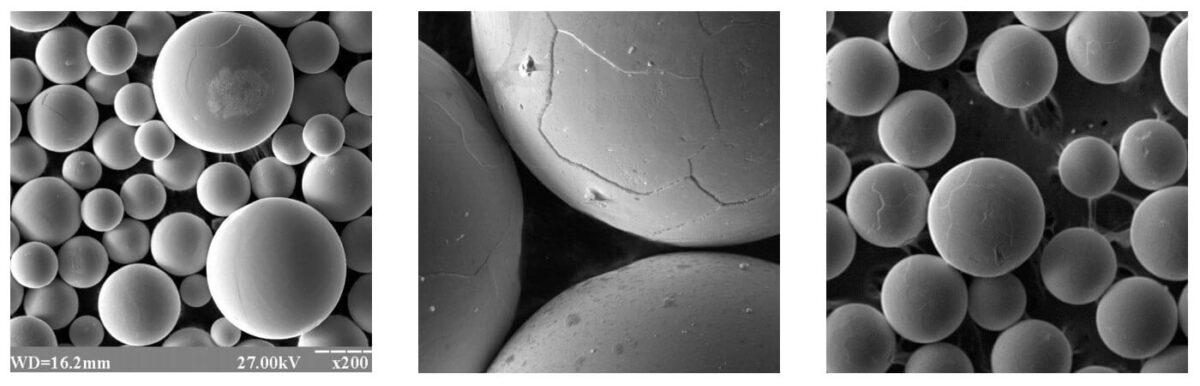
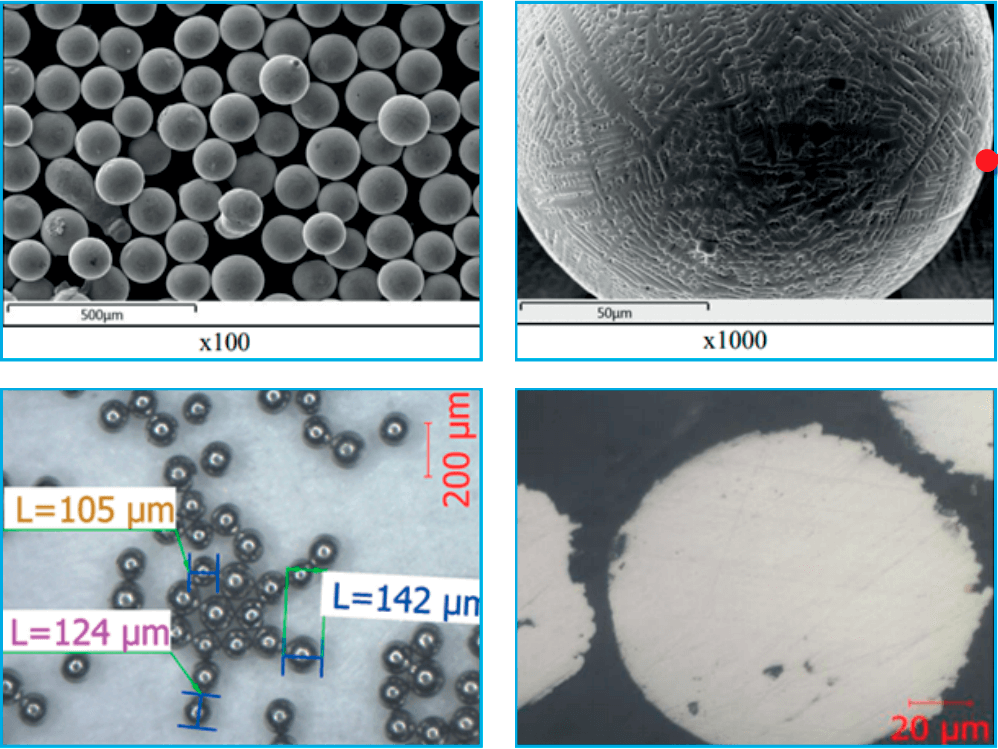
Установка служить для отримання сферичних порошків за технологією плавління і одночасного розпилення циліндричної заготовки потоком іонізованого інертного газу – плазмою, за міжнародною класифікацією: Plasma Rotating Electrode Process (PREP).
Продукт розпилення – порошки сферичної форми частинок із розмірами від 10 мкм до 200 мкм.
В якості заготовки використовуються прутки Ø 50 мм, довжиною 700 мм з одночасним завантаженням до 50 шт. Є можливість використовувати як литі так і деформовані заготовки.
В якості речовини для утворення плазми використовується газова суміш.
Вона складається з високочистих газів: гелія та аргону.
Використання чистих газів у купі із високопродуктивним вакуумним обладнанням дає можливість отримувати порошки з вмістом кисню до 0,05%, в сплавах на основі титану, і до 0,005% кисню в жароміцних сплавах на нікелієвій основі.
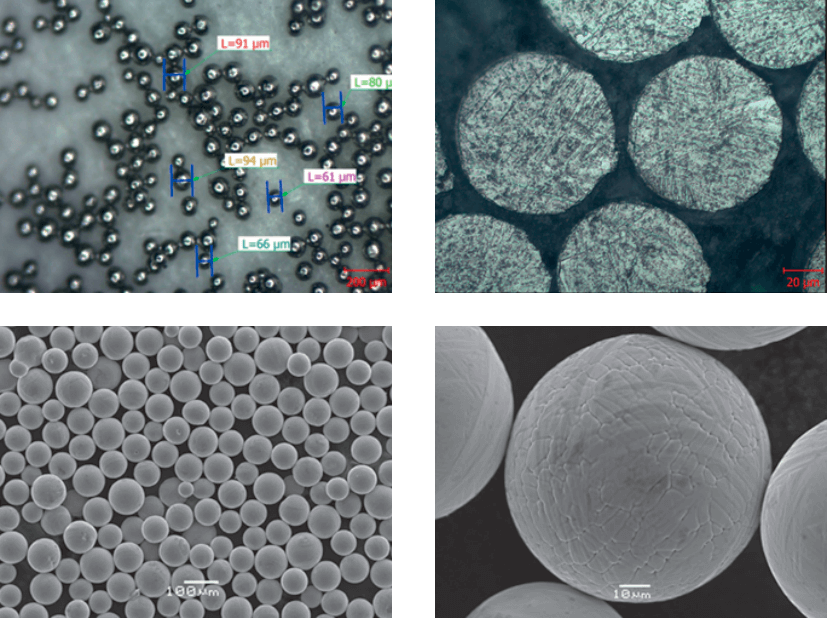
ПЕРЕВАГИ ТЕХНОЛОГІЇ:
- порошки мають високу якість і можуть використовуватися в аерокосмічній промисловості, машинобудуванні, медицині.
- порошки мають ідеальну сферичну форму, в них відсутні сателіти і внутрішні пори, які властиві для порошків, що отримані методом газової атомізації.
Данна технологія дає можливість гарантовано забезпечити хімічний, гранулометричний склад та форму порошків.

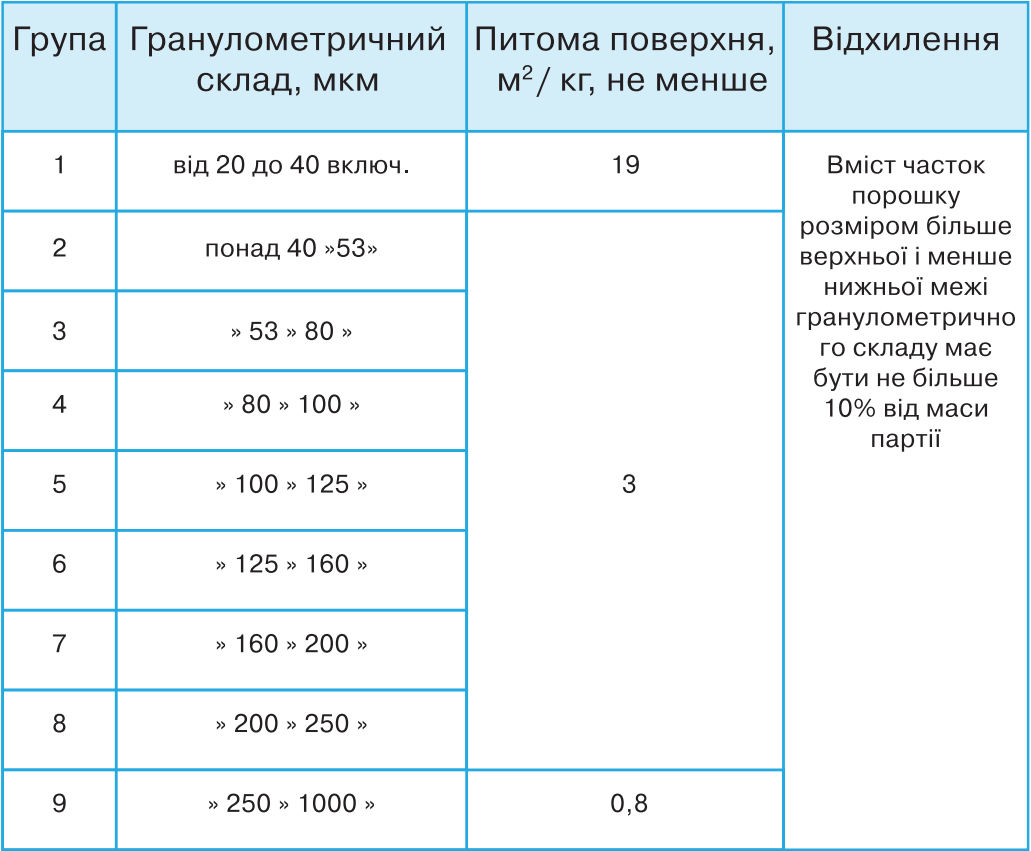
Для диференціації готового порошку використовується багатофункціональне сито, яке має високу продуктивність, та забезпечує розсів порошків за фракціями від 20 мкм та більше.
ВАКУУМНА ПІЧ
Призначена для термічної обробки поверхнево-активних металів та їх сплавів у вакуумі або середовищі захисних газів.
Основні операції у вакуумній печі: отжиг в вакуумі або захисному газі, вакуумне старіння, високотемпературне ізотермічне спікання виробів порошкової металургії, дифузійна пайка, термічна підготовка порошків різної форми і складів.

ПОРОШКОВІ МАТЕРІАЛИ ВИРОБНИЦТВА ТОВ «МУЛЬТІФЛЕКС»
Сферичні порошки є сировиною для адитивних технологій,
наплавлення й напилювання виробів. Комплекс технологічних
прийомів, що застосовується в виробництві, дозволяє отримувати будь-які склади порошків та контролювати їх чистоту. Номенклатура порошку різноманітна: від порошків конструкційної сталі, до порошків титану високої чистоти.
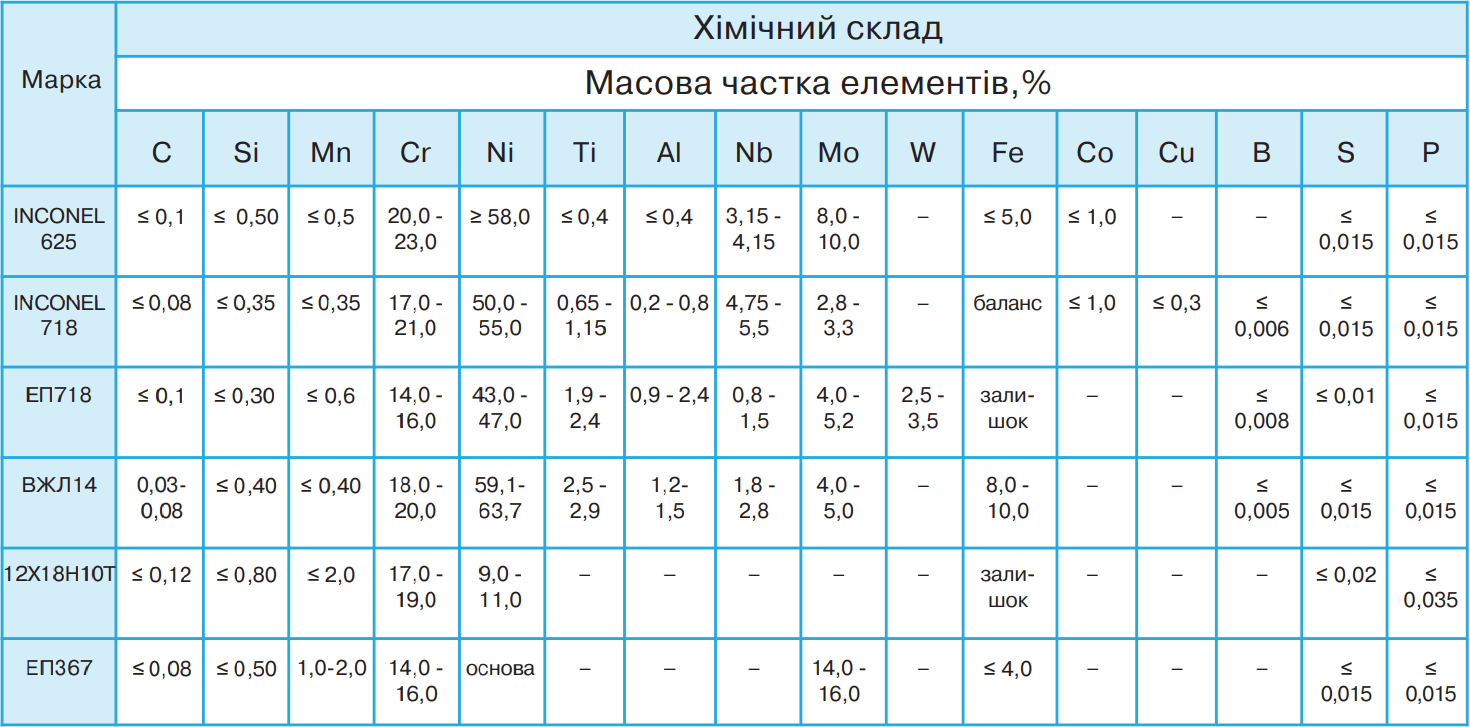
Порошки з жароміцних сталей на основі нікелю, які вже освоєні на нашому виробництві:
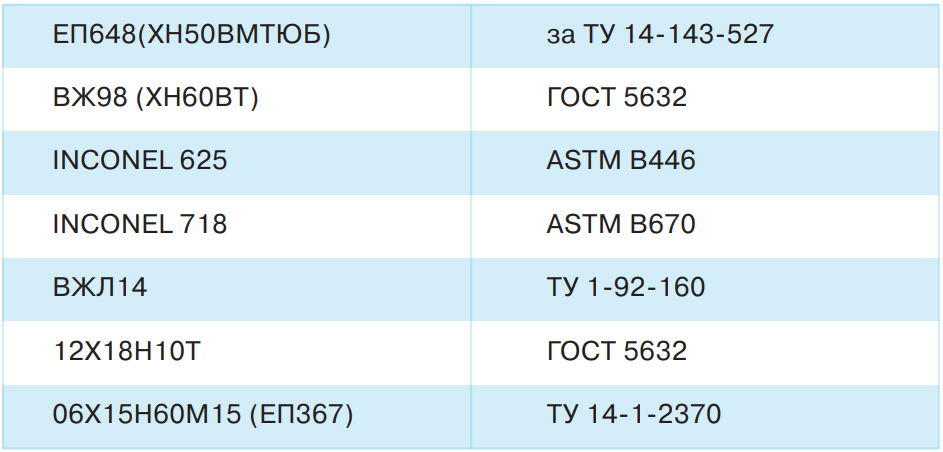
Найбільш затребувані марки порошків із жароміцних сталей на основі нікелю згідно із ТУ У 24.4-31914753-002:2020
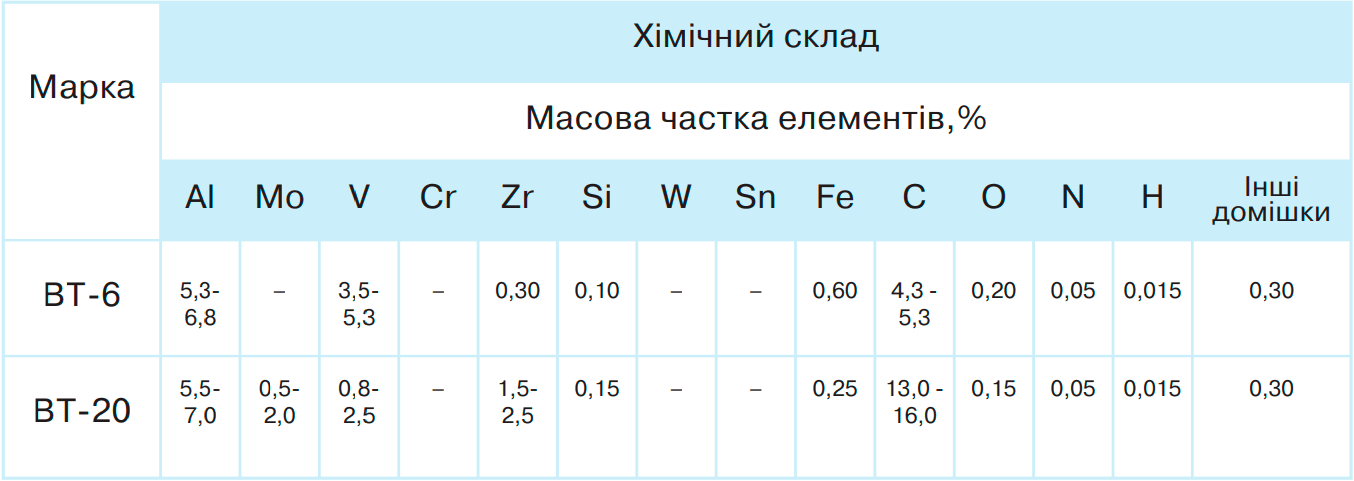
ПОРОШКИ З ТИТАНОВИХ СПЛАВІВ, ВЖЕ ОСВОЄНІ НА НАШОМУ ВИРОБНИЦТВІ:
| Grade 1 – 5 | ASTM В 988 |
| ВТ1-0, ВТ3-1, ВТ5, ВТ6, ВТ20 | ГОСТ 19807 |
Найбільш затребувані марки порошків із сплавів на основі титану згідно із ТУ У 24.4-31914753-001: 2018
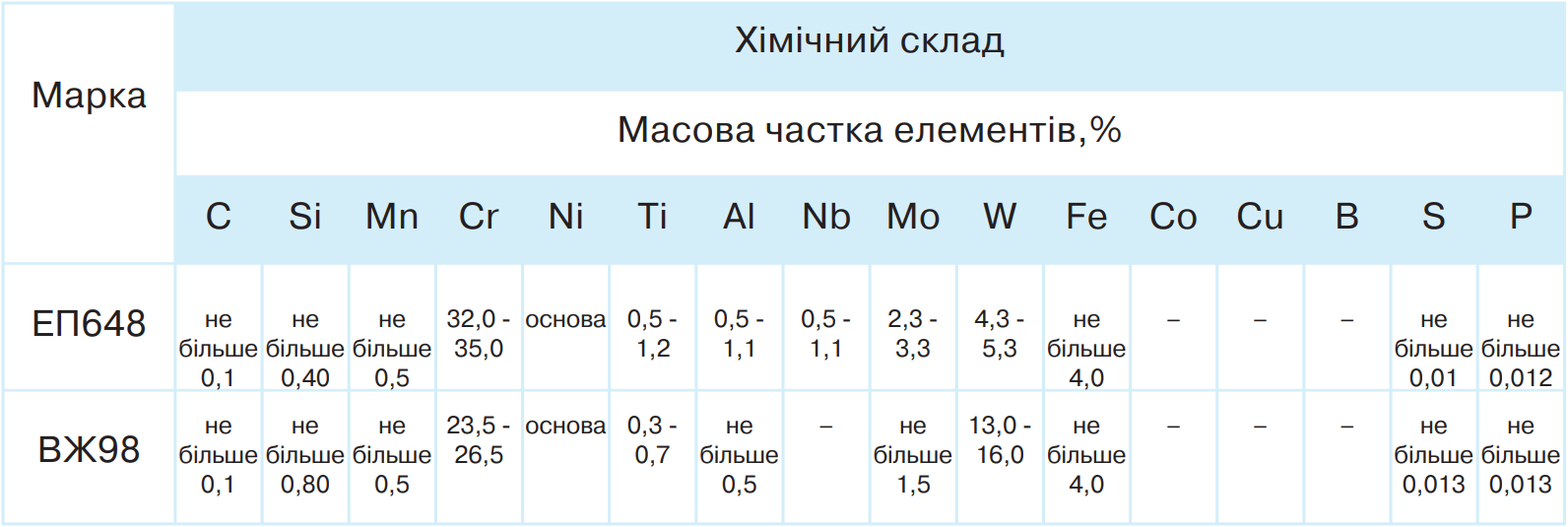
ХІМІЧНИЙ СКЛАД ПОРОШКІВ, ОТРИМАНИХ ІЗ СПЛАВІВ НА ОСНОВІ НІКЕЛЮ
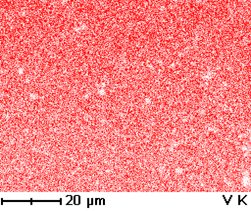
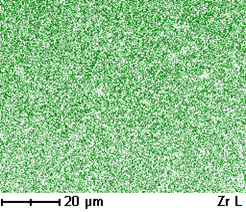
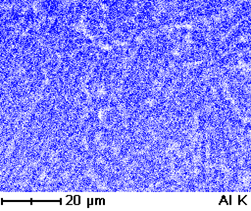
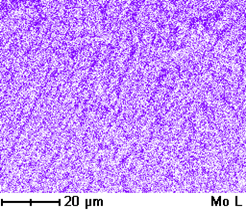
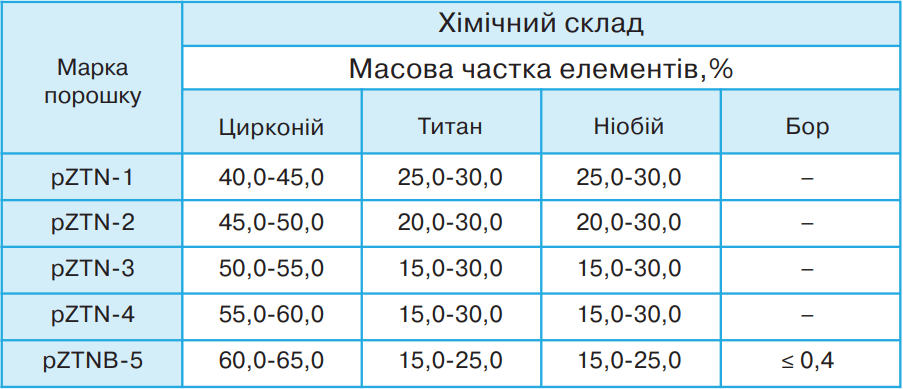
ПОРОШОК ЗІ СПЛАВУ НА ОСНОВІ СИСТЕМИ ЦИРКОНІЙ - ТИТАН - НІОБІЙ
ХІМІЧНИЙ СКЛАД ПОРОШКІВ, ОТРИМАНИХ ІЗ СПЛАВІВ НА ОСНОВІ НІКЕЛЮ
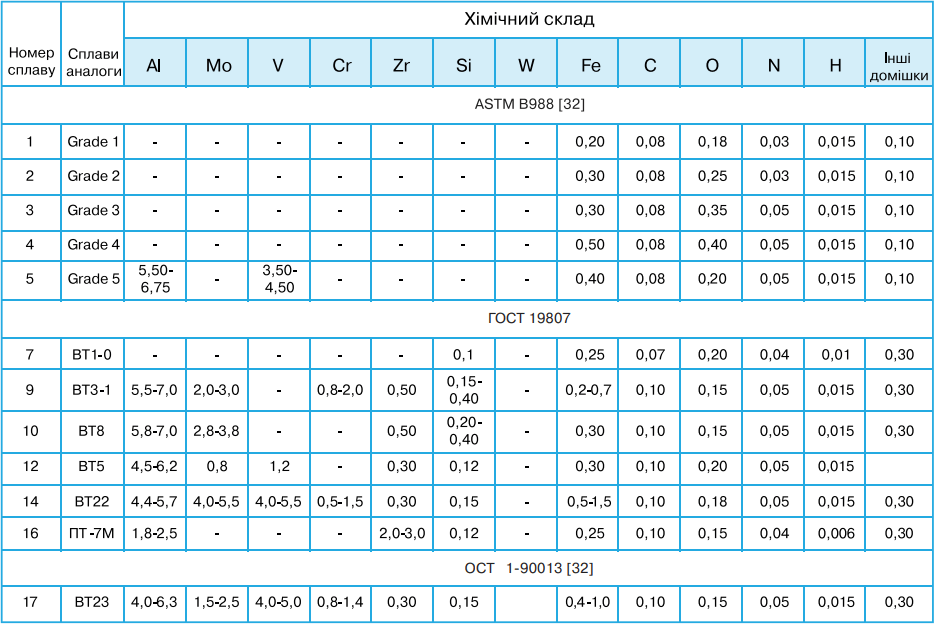
Примітка 1.
Масова доля елементів максимальна, якщо не наведено границь. Допускається на вимогу замовника інший вміст домішок. (Наприклад, Grade 5 із вмістом кисню не більше 0,15%; нітрогену – 0,040%; водню – 0,012%; заліза – 0,25%.)
Примітка 2.
Для порошків титанових сплавів за ГОСТ 19807 та ОСТ 1-90013 з розміром частинок менше 100 мкм допускається збільшення вмісту кисню до 0,20 %.
ПАРТНЕРИ
та добрі друзі